Sanlian Pump Industry Co.,Ltd.
Sanlian Pump Group started in 1957 as a supplier of integrated solutions and integrated systems for fluid transfer, covering pumps and integrated systems, electronic control equipment and intelligent control systems, water treatment equipment and facilities, integrated solutions for fluid transfer and water treatment, and turnkey projects, dedicated to more energy-saving, efficient and environmentally friendly equipment and systems, providing tens of thousands of pumps with reliable performance to the world every year. Now it is a key backbone enterprise in China's pump industry, a director unit of China General Machinery Association, and a vice chairman unit of Pump Industry Association.
As
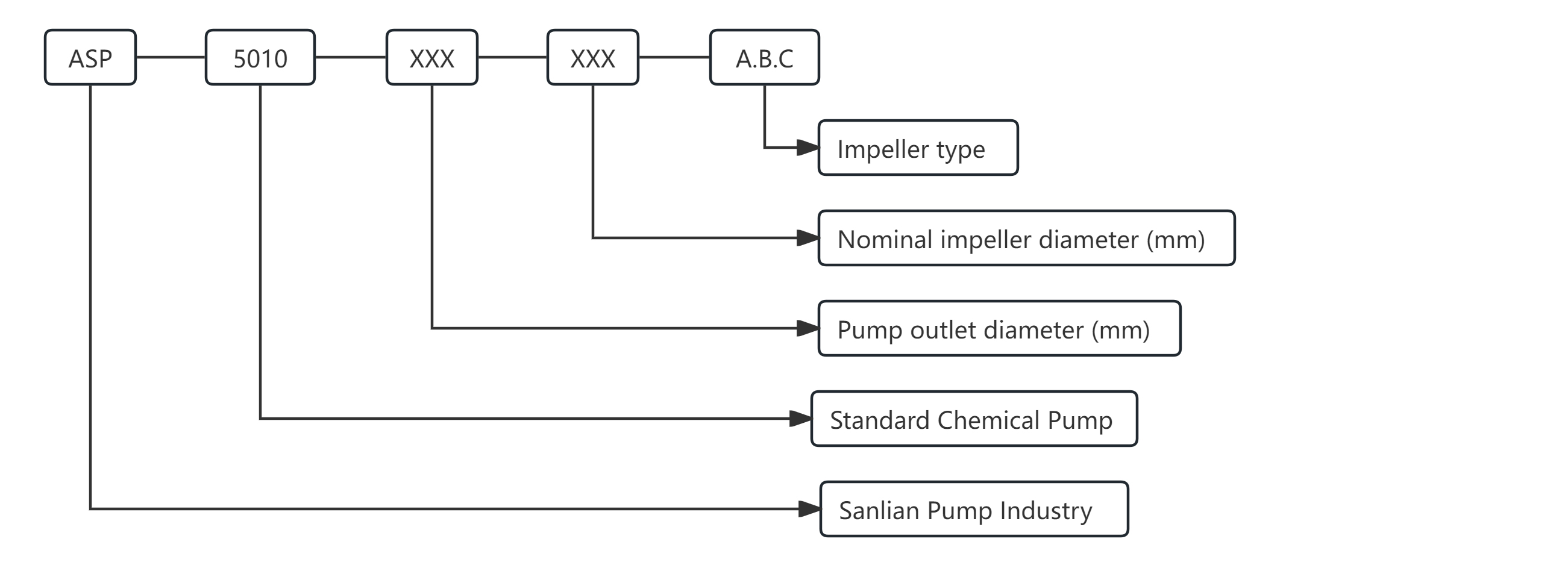
ASP5020 series single-stage single-suction chemical pump Suppliers in China,
Custom ASP5020 series single-stage single-suction chemical pump Company, the Group focuses on the synergistic development of upstream and downstream industries, based on the main business of pump product research and development and manufacturing, while playing a synergistic role, focusing on the development of high-end casting, intelligent water, environmental protection engineering and maintenance services in four major fields, and has established wholly-owned subsidiaries such as Anhui Solide Casting Co. Ltd. was established as a joint venture with Japan Kubota Co. In order to learn from foreign advanced technology and management experience, and to achieve innovation-driven high-quality development, Nanjing Sanlian Fluid Machinery Research Institute Co., Ltd. was established.






 English
English 中文简体
中文简体 Français
Français Español
Español Português
Português عربى
عربى






 皖公网安备34052302341647号
皖公网安备34052302341647号